



মাস্টার লিংক এবং মাস্টার লিংক অ্যাসেম্বলিগুলি গঠনের জন্য গুরুত্বপূর্ণ উপাদানমাল্টি-লেগ লিফটিং স্লিংস.যদিও প্রাথমিকভাবে চেইন স্লিং উপাদান হিসেবে তৈরি করা হয়, তবে এগুলি তারের দড়ি স্লিং এবং ওয়েবিং স্লিং সহ সকল ধরণের স্লিং-এর জন্য ব্যবহৃত হয়।
তবে সঠিক এবং সামঞ্জস্যপূর্ণ মাস্টার লিঙ্ক নির্বাচন করা সহজ নয়। মান এবং অনুশীলনগুলি বিভিন্ন ধরণের হলেও আমরা বিভিন্ন ধরণের চেইন স্লিং উপাদান সংযুক্ত করতে চাইতে পারি - তাই কিছু সমস্যা এবং নির্দেশিকা নিয়ে আলোচনা করা সহায়ক।
মাস্টার লিংক কী?
মাস্টার লিংক এবং মাস্টার লিংক অ্যাসেম্বলিগুলি অন্যান্য নামেও পরিচিত, যার মধ্যে রয়েছে আয়তাকার লিংক, হেড রিং, মাল্টি-মাস্টার লিংক অ্যাসেম্বলি ইত্যাদি। এগুলি প্রাচীনতম ধরণের নকল লিফটিং ট্যাকলগুলির মধ্যে একটি এবং এগুলি মাল্টি-লেগ লিফটিং স্লিংগুলির শীর্ষে অবস্থিত।
একাধিক পায়ের উত্তোলন স্লিংগুলি উত্তোলন বল বিতরণ এবং আমরা যে পেলোডটি তুলতে চাই তার স্থিতিশীলতা এবং নিয়ন্ত্রণ অর্জনের জন্য অমূল্য হতে পারে। তবে মৌলিক সমস্যা হল যেস্লিংএবং স্লিং উপাদানগুলি বেশিরভাগই একটি একক সংযোগ বিন্দুর জন্য তৈরি করা হয় যাতে ভার বহন করা যায়। যদি আমাদের স্লিং-এর দুটি, তিন বা চারটি পা থাকে, তাহলে সেই প্রতিটি পায়ের সংযুক্তি বিন্দুর সাথে খাপ খাইয়ে নেওয়ার জন্য কিছু না কিছু প্রয়োজন (যেমন একটি ক্রেন হুক) অথবা অন্য কোনও ফিটিং যা একবারে কেবল একটি পা গ্রহণ করে।
সংযোগগুলি
মাস্টার লিঙ্কগুলি কীভাবে সংযোগ অর্জন করে তা গুরুত্বপূর্ণ।
দুই পায়ের স্লিংয়ের জন্য এটি মোটামুটি সহজ, মাস্টার লিংকটি তার নীচের প্রান্তে দুটি পর্যন্ত স্লিং সংযোগের জন্য রেট করা হয়েছে:
চার পায়ের স্লিংয়ের ক্ষেত্রে, এটিও মোটামুটি সহজ। মাস্টার লিঙ্কের শেষ প্রান্তে চারটি লোডেড পা সংযুক্ত করা নিষিদ্ধ, তবে মাস্টার লিঙ্ক অ্যাসেম্বলি (মাল্টি-মাস্টার লিঙ্ক) ব্যবহার করে আমরা চারটি পা পেতে দুইকে দুই দিয়ে গুণ করতে পারি:
তিন পা আরও জটিল। কিছু পুরনো ডকুমেন্টেশনে তিনটি পাকে একটি লিঙ্কে দেখানো হতে পারে, তবে এখন এটি সাধারণত নিষিদ্ধ। সঠিক পদ্ধতি হল চার পা বিন্যাসের মতো একই পদ্ধতি ব্যবহার করা এবং মধ্যবর্তীগুলির একটিতে শুধুমাত্র একটি স্লিং ব্যবহার করা।
দুই পায়ের স্লিং লোডিং

চার পায়ের স্লিং লোডিং

তিন পায়ের স্লিং লোডিং
কাজের চাপের সীমা
উপরের ছবিগুলো দেখে আমরা হয়তো ভাববো জীবন সহজ - কিন্তু এত দ্রুত নয়!
আমাদের কোন ওয়ার্কিং লোড লিমিট (WLL) খুঁজে বের করতে হবে?
আমরা যে অনেক জটিলতার মুখোমুখি হব, সম্ভবত এটিই প্রথম।
মাল্টিপল লেগ স্লিং এর ক্ষেত্রে আমাদের নিশ্চিত করতে হবে যে স্লিং এর সমস্ত পা এবং মাস্টার লিঙ্কে কাজের জন্য পর্যাপ্ত WLL আছে। আমরা দুটি উপায়ের একটিতে উপাদান নির্বাচন করতে পারি - আমরা প্রথমে আমাদের প্রয়োজনীয় পাগুলি বেছে নিতে পারি, তারপরে মিলের জন্য একটি মাস্টার লিঙ্ক নির্বাচন করতে পারি - অথবা আমরা প্রথমে মাস্টার লিঙ্ক নির্বাচন করতে পারি, তারপরে পর্যাপ্ত রেটযুক্ত ক্ষমতা সহ স্লিং পা খুঁজে পেতে পারি।
এই গণনাটি করার জন্য আমাদের প্রথমে স্লিং কোণটি জানতে হবে।
অস্ট্রেলিয়ায় এটি হবে স্লিং পায়ের মধ্যে অন্তর্ভুক্ত কোণ, এবং আমরা সর্বোচ্চ যে WLL নির্ধারণ করতে পারি তা 60 ডিগ্রিতে গণনা করা হবে।
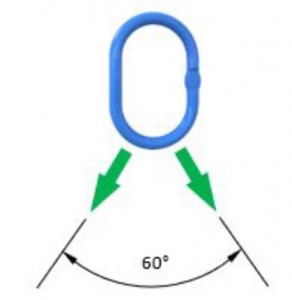
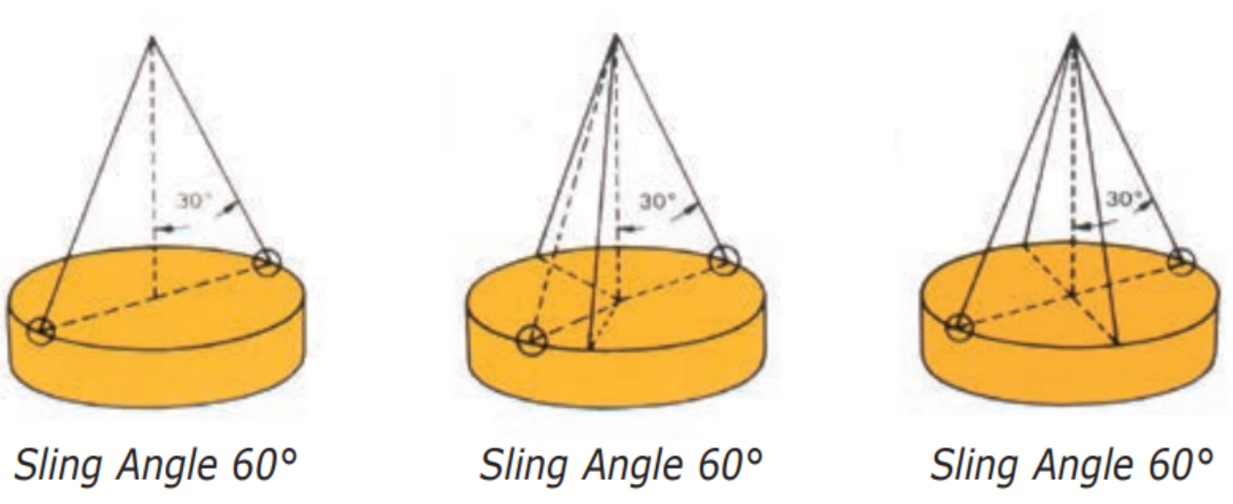
সর্বাধিক WLL গণনার জন্য অস্ট্রেলিয়ান স্ট্যান্ডার্ড স্লিং অ্যাঙ্গেল।
আমাদের কাছে ৬০° রেটিং থাকা খুবই কার্যকর হতে পারে কারণ এটি আমাদের স্লিংগুলির সম্ভাব্য ক্ষমতা এবং উপযোগিতা সর্বাধিক করতে সাহায্য করে।
তবে একটা সমস্যা আছে - আর সেটা হল প্রচলিত ইউরোপীয় মান (EN মান)।
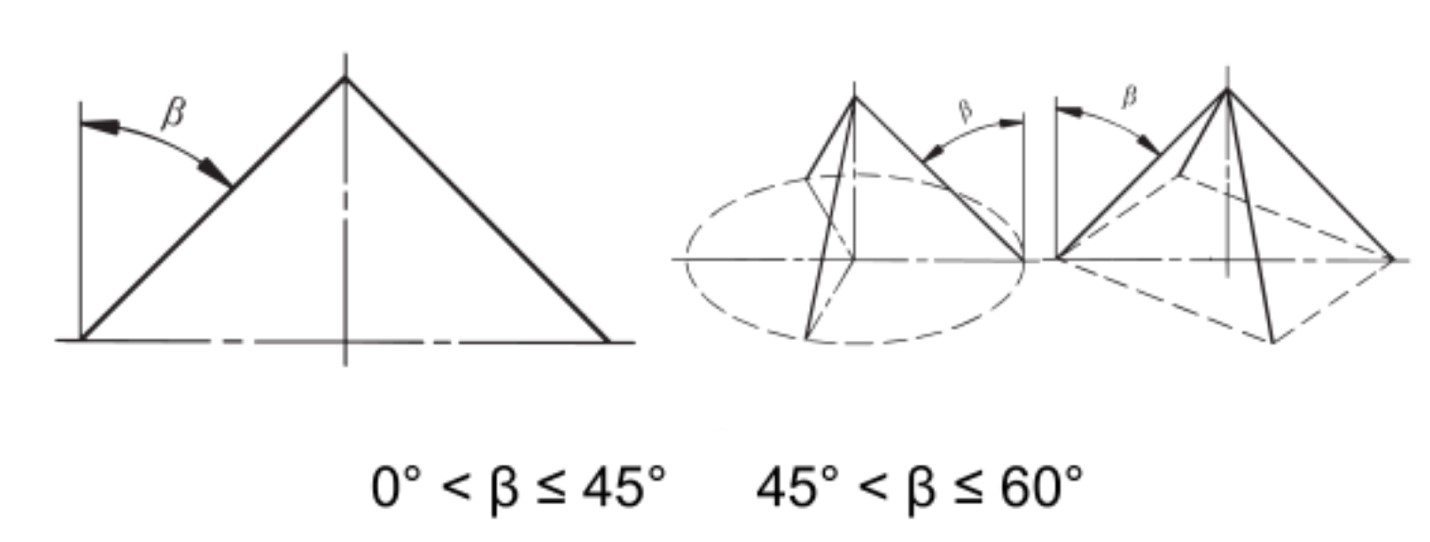
সর্বোচ্চ WLL গণনার জন্য ইউরোপীয় স্ট্যান্ডার্ড চেইন স্লিং অ্যাঙ্গেল।
এখানে কোণটি উল্লম্ব দিক থেকে পরিমাপ করা হয়, এবং এটি তেমন কোনও সমস্যা নয় - তবে সর্বাধিক WLL গণনা করা হয় 45° যা অস্ট্রেলিয়ার 90° অন্তর্ভুক্ত কোণ পরিসরের সমতুল্য। সংক্ষেপে, এর অর্থ হল একটি নির্দিষ্ট আকারের চেইনের জন্য, স্লিং এবং সামঞ্জস্যপূর্ণ মাস্টার লিঙ্কের সর্বোচ্চ WLL ছোট।
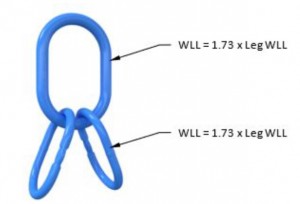
৬০° এর অন্তর্ভুক্ত স্লিং কোণে, মাস্টার লিঙ্ক WLL অবশ্যই লেগ WLL এর কমপক্ষে ১.৭৩ গুণ হতে হবে।
৪৫° এর অন্তর্ভুক্ত স্লিং কোণে, মাস্টার লিঙ্ক WLL অবশ্যই লেগ WLL এর কমপক্ষে ১.৪১ গুণ হতে হবে।
এর অর্থ হল ইউরোপে তালিকাভুক্ত পণ্য নির্বাচন এবং সামঞ্জস্য অস্ট্রেলিয়ার জন্য অগত্যা বৈধ নয়।
লোড শেয়ার
চার পায়ের স্লিং একটি পিরামিড তৈরি করে। এটি সুবিধাজনক কারণ অনেক পেলোড আয়তক্ষেত্রাকার আকৃতির হয় - তবে এর একটি সহজাত সমস্যা রয়েছে এবং তা হল স্থির অনিশ্চয়তা। সহজ কথায়, পা সমানভাবে ভার ভাগ করে নেয় না।
আসলে, লোড শেয়ারের ক্ষেত্রে কেবল একটি নিশ্চিত বাজি আছে এবং তা হল উপাদানগুলিকে এমনভাবে আকার দেওয়া যেন তারা কেবল দুটি পায়ে লোড ভাগ করে নেয়... অস্ট্রেলিয়ান স্ট্যান্ডার্ডগুলি এটাই করে - এবং আমরা এমন পরীক্ষা করতে পারি যা দেখায় যে এটি একটি বুদ্ধিমান অনুশীলন।
তবে আমাদের মাস্টার লিংক অ্যাসেম্বলির জন্য এর অর্থ হল, উপরের মাস্টার লিংক এবং নিম্ন মধ্যবর্তী লিংক উভয়কেই দুটি পায়ে অ্যাসেম্বলির জন্য ন্যূনতম WLL পূরণ করতে হবে।
AS3775 অনুসারে এর অর্থ হল:
অস্ট্রেলিয়ান মাস্টার লিঙ্ক অ্যাসেম্বলির প্রয়োজনীয়তা।
আবার, ইউরোপীয় নিয়মগুলি ভিন্ন। তারা যা অনুমোদন করে তা হল তিন পায়ে চারটি লেগ স্লিং রেটিং করা। অবশ্যই একটি চার পায়ের স্লিং তিন পায়ে শারীরিকভাবে নিজেকে ধরে রাখতে পারে না - এটি সম্পূর্ণরূপে সংখ্যার উপর ভিত্তি করে একটি পদ্ধতি।
এটি এমন একটি জিনিস যা কখনও কখনও কাজ করে আবার কখনও কখনও করে না। যেসব ক্ষেত্রে পেলোডগুলি শক্ত হয় এবং যেখানে স্লিং অনুপাত সত্যিকারের পিরামিড আকৃতির কাছাকাছি চলে আসে, সেখানে পাগুলির মধ্যে লোড শেয়ার বেশ খারাপ হতে পারে এবং ফলস্বরূপ শিথিল পাগুলির জন্য স্লিংকে ডি-রেটেড করা উচিত।
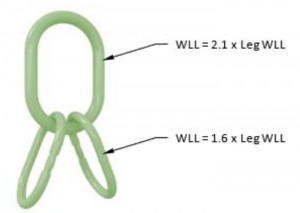
তবে মাস্টার লিংক অ্যাসেম্বলি নির্বাচনের ক্ষেত্রে এর অর্থ হল যখন একটি মাস্টার লিংক WLL বিদেশে একক মান হিসেবে উদ্ধৃত করা হয় - এর অর্থ হতে পারে মধ্যবর্তী লিংকগুলি যথেষ্ট শক্তিশালী নয়।
একটি ইউরোপীয় মাস্টার লিঙ্ক এইভাবে কাজ করে:
এটি EN স্লিং স্ট্যান্ডার্ডের সাথে কাজ করে, কিন্তু অস্ট্রেলিয়ান স্ট্যান্ডার্ডের সাথে স্বাভাবিকভাবে খাপ খায় না। গুরুত্বপূর্ণ বিষয় হল, এটি ব্যবহারকারীর জন্য ততটা নিরাপদ নয় - অর্থাৎ, যদি না পণ্য নির্বাচন AS3775 স্লিং নিয়মের সাথে মেলে সাবধানতার সাথে করা হয়।
ইউরোপীয় স্ট্যান্ডার্ড মাস্টার লিংক অ্যাসেম্বলিগুলিকে ডি-রেটেড করার প্রয়োজন হতে পারে যাতে মধ্যবর্তী লিঙ্কগুলি যথেষ্ট শক্তিশালী হয়।
ক্রেন হুক লাগানো
অনেক স্লিং ব্যবহারকারী ক্রেন হুক দিয়ে স্লিং চালানোর সমস্যার সম্মুখীন হন। হয় ক্রেন হুকটি লিফটিং ট্যাকলের জন্য খুব ছোট - অথবা লিফটিং ট্যাকলটি ক্রেন হুকের জন্য খুব ছোট।
ক্রেন হুকের সাথে মাস্টারলিঙ্ক লাগানোর ক্ষেত্রে, টাইট ফিটযুক্ত সংমিশ্রণের ক্ষেত্রে বিশেষ সতর্কতা অবলম্বন করা উচিত।
সমস্ত ক্রেন হুকগুলি একক সমতলে বাঁকানোর জন্য শক্তিশালী তৈরি করা হয়। শক্তি দক্ষতা সর্বাধিক করার জন্য তারা একটি ক্রস সেকশন ব্যবহার করে যা প্রস্থের চেয়ে গভীর এবং বাইরের তুলনায় ভিতরে মোটা।
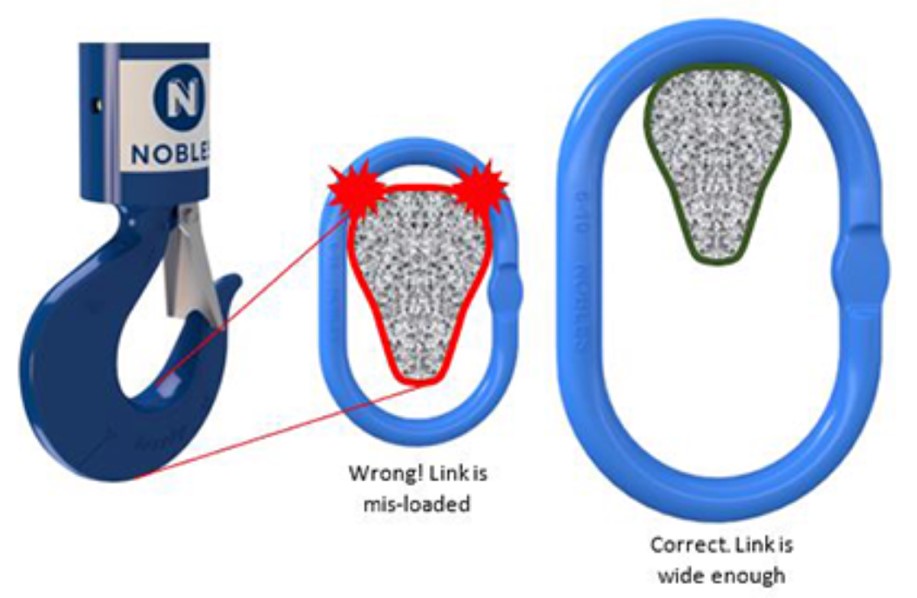
মাস্টারলিঙ্ক এবং হুকের ফিট পরীক্ষা করা হচ্ছে।
অতিরিক্ত ভিড়
আমাদের লিংকগুলো এমন লম্বা হতে হবে যাতে উপরের দিকে ক্রেন হুক এবং নীচের দিকে ফিটিং লাগানো যায় - কিন্তু যেমনটি আমরা উপরে দেখতে পাচ্ছি, প্রায়শই সেগুলো যথেষ্ট প্রশস্তও হতে হবে।
এটি কেবল ক্রেন হুকের জন্যই নয়, স্লিং লেগ ইন্টারফেসের জন্যও এটি একটি প্রয়োজনীয়তা।
যদি সঙ্গমের অংশগুলি স্বাভাবিকভাবে লিঙ্কে বসতে না পারে এবং সঠিকভাবে ভার বহন করতে না পারে তবে লিঙ্কগুলি অতিরিক্ত ভিড়যুক্ত। এটি অস্বাভাবিক উপায়ে অংশগুলিতে চাপ দেয় এবং এটি অনুমোদিত নয়।

অতিরিক্ত ভিড় একটি সত্যিকারের মাথাব্যথার কারণ হতে পারে, বিশেষ করে যেখানে তারের দড়ির স্লিং দিয়ে মাস্টারলিঙ্ক ব্যবহার করা হয়।
ছোট স্লিংগুলিতে একটি ভাল আকারের লিঙ্ক খুঁজে পাওয়া সহজ হতে পারে, কিন্তু যখন সংযোগগুলি আরও বড় আকারের হয়, যদি এটি অতিরিক্ত ভিড়ের মধ্যে থাকে তবে এটি কাজ করবে না।
চিত্রিত উদাহরণে ভারী তৈরি থিম্বলের সংমিশ্রণ (ডান চিত্র) একে অপরের সাথে হস্তক্ষেপ করে এবং ঠিকভাবে বসতে পারে না।
ব্যাস
শুনতে সহজ লাগছে - আসুন লিঙ্কগুলিকে আরও কিছুটা বড় করি। কিন্তু আরও প্রশস্ত লিঙ্ক থাকাটাও একটা মূল্য বহন করে। আমাদের এখনও যথেষ্ট শক্তিশালী লিঙ্ক থাকা দরকার। উপলব্ধ ইস্পাত শক্তির সীমার মধ্যে এর অর্থ হল বৃহত্তর উপাদান ব্যাসের সাথে তৈরি মোটা লিঙ্কগুলি। এর ফলে সংযোগকারীগুলিকে ফিট করা কঠিন হয়ে পড়তে পারে।
অনেক লিঙ্কে চেইন সংযোগকারীকে সংযুক্ত করার জন্য একটি চাপা সমতল থাকে। যদি আপনি পরীক্ষা করতে চান যে এটি মাস্টারলিংক বা শ্যাকলের মতো কিছুতে ফিট করে কিনা, তাহলে সংযোগকারীর মুখের মাত্রা এবং ভিতরের ব্যাস পরীক্ষা করা গুরুত্বপূর্ণ।
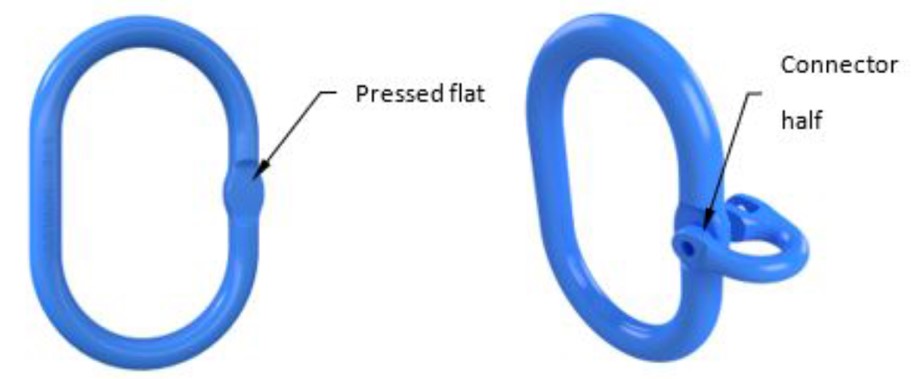
সামঞ্জস্য উন্নত করতে চাপা ফ্ল্যাট সহ একটি লিঙ্ক ব্যবহার করা।
শক্তি
কিন্তু একটি মাস্টারলিংক কতটা শক্তিশালী হতে হবে? অস্ট্রেলিয়ান স্লিং স্ট্যান্ডার্ড অনুসারে যেকোনো স্লিং* এর মাস্টারলিংকের ব্রেকিং লোড ফ্যাক্টর ৪:১ থাকতে হবে - ঠিক যেমনটি চেইন স্লিংগুলির ক্ষেত্রে হয়।
এটি বিভিন্ন ধরণের স্লিং লেগের ব্রেকিং লোড ফ্যাক্টর নির্বিশেষে: চেইন, ওয়্যার রোপ, রাউন্ড-স্লিং, ওয়েবিং ইত্যাদি। স্লিংগুলির প্রয়োজনীয় ব্রেকিং লোড ফ্যাক্টরগুলি, সেগুলি 5, 7, বা তার বেশি হোক না কেন, সংরক্ষণ করা হয় যাতে বিভিন্ন উপাদানের দুর্বলতাগুলি বিবেচনায় নেওয়া হয়। এগুলি সরাসরি অন্তর্ভুক্ত চেইন ফিটিংগুলিকে প্রভাবিত করে না, তাই তাদের ব্রেকিং লোড ফ্যাক্টরটি চেইন স্লিং-এর মতোই থাকে।
তবে অন্যান্য দেশে এটি অগত্যা প্রযোজ্য নয়, এবং স্থানীয় নিয়ম মেনে চলা উচিত।
* কিছু ব্যতিক্রম আছে, ক্রেন ওয়ার্কবক্স বহনকারী কর্মীদের জন্য একটি সম্পূর্ণ স্লিংয়ের ব্রেকিং লোড ফ্যাক্টর দ্বিগুণ করা হয়, তাই ওয়ার্কবক্সের জন্য কনফিগার করার সময় 4:1 লিঙ্কটি 8:1 হবে।
অবশ্যই এর আরও অনেক কিছু আছে। যেকোনো মাস্টারলিঙ্ককে অবশ্যই নমনীয় হতে হবে, এটিকে স্লিং-এর স্বাভাবিক কর্মক্ষম জীবনের সাথে মানিয়ে নিতে হবে এবং এটিকে প্রমাণ পরীক্ষায় টিকে থাকতে হবে।

টেস্ট বেডে মাস্টার লিঙ্ক সহ চেইন স্লিং
গুরুত্বপূর্ণ বিষয় হল - মাস্টারলিঙ্কগুলি পৃথকভাবে প্রুফ লোড করা হয় না যতক্ষণ না এটি একটি স্লিংয়ে তৈরি করা হয় যা প্রুফ টেস্ট করা হয়। কম্পোনেন্ট সরবরাহ স্তরে মাস্টারলিঙ্কগুলি শুধুমাত্র ম্যান্ড্রেলের উপর নমুনা পরীক্ষা করা হয়।
নির্ভরযোগ্য স্লিং তৈরির ক্ষেত্রে প্রুফ টেস্টিং একটি গুরুত্বপূর্ণ অংশ। এত বৈচিত্র্যপূর্ণ যন্ত্রাংশ একসাথে ফিট করে যে পরীক্ষাটি অত্যন্ত প্রয়োজনীয় নিশ্চয়তা প্রদান করে যে সমস্ত যন্ত্রাংশ WLL ট্যাগের সাথে মিলে যায় - এবং বিকৃত না হয়ে ব্যবহারের কঠোরতার মধ্যেও টিকে থাকবে।
পরীক্ষা উপাদানের ত্রুটি থেকেও রক্ষা করে।

প্রুফ লোডে ম্যানুফ্যাকচারিং ত্রুটি সনাক্ত করা হয়েছে এমন মাস্টারলিঙ্ক।
মৌলিক বিষয়সমূহ
মৌলিক বিষয়সমূহ
ওভারহেড লিফট রিগিংয়ের ক্ষেত্রে মাস্টার লিংক একটি অপরিহার্য উপাদান কারণ এটি চেইন স্লিং এবং অন্যান্য ধরণের স্লিং প্রয়োগের জন্য সংযোগ বিন্দু।
মাস্টারলিঙ্ক সম্পর্কে পুরো বই লেখা যেতে পারে এবং আমরা এখানে কেবল কিছু মৌলিক বিষয় স্পর্শ করতে সক্ষম:
• একাধিক লেগ স্লিং-এর জন্য মাস্টার লিঙ্কগুলি সঠিকভাবে কনফিগার করা আবশ্যক
• উপাদান নির্বাচন করার সময় মান এবং রেটিং এর পার্থক্য বিবেচনা করা আবশ্যক
• স্লিং এবং হুকের সাথে তাদের সঠিক সংযোগ স্থাপন করতে হবে।
• এগুলি যথেষ্ট শক্তিশালী হতে হবে।
…এবং অন্তত, আমাদের স্লিং অ্যাসেম্বলির অংশ হিসেবে সরবরাহ করা মাস্টারলিঙ্কগুলির জন্য একটি ম্যাচিং ট্যাগ এবং প্রমাণ পরীক্ষার সার্টিফিকেট খোঁজা উচিত।
মাস্টারলিঙ্কগুলি কেবল তাদের উৎপাদন, ব্যবহার এবং চলমান পরিদর্শনের মতোই ভালো।
তাদের সর্বদা একজন যোগ্য ব্যক্তির দ্বারা নির্বাচিত এবং মূল্যায়ন করা উচিত।
(নোবেলসের সৌজন্যে)
পোস্টের সময়: জুন-২০-২০২২