



ফর্মিং-এর জন্য মাস্টার লিঙ্ক এবং মাস্টার লিঙ্ক অ্যাসেম্বলি গুরুত্বপূর্ণ উপাদান।মাল্টি-লেগ লিফটিং স্লিং.যদিও এগুলি প্রাথমিকভাবে চেইন স্লিংয়ের উপাদান হিসেবে তৈরি করা হয়, তবুও এগুলি ওয়্যার রোপ স্লিং এবং ওয়েবিং স্লিং সহ সব ধরনের স্লিংয়ের জন্য ব্যবহৃত হয়।
তবে, সঠিক এবং সামঞ্জস্যপূর্ণ মাস্টার লিঙ্ক নির্বাচন করা সহজ কাজ নয়। চেইন স্লিংয়ের বিভিন্ন ধরনের উপাদান রয়েছে যা আমরা সংযোগ করতে চাইতে পারি, এবং এগুলোর মান ও কার্যপ্রণালীতেও যথেষ্ট ভিন্নতা দেখা যায় – তাই কিছু বিষয় ও নির্দেশিকা নিয়ে আলোচনা করা সহায়ক হবে।
মাস্টার লিঙ্ক কী?
মাস্টার লিঙ্ক এবং মাস্টার লিঙ্ক অ্যাসেম্বলিগুলো অবলং লিঙ্ক, হেড রিং, মাল্টি-মাস্টার লিঙ্ক অ্যাসেম্বলি ইত্যাদি অন্যান্য নামেও পরিচিত। এগুলো ফোর্জড লিফটিং ট্যাকলের অন্যতম প্রাচীনতম প্রকার এবং মাল্টি-লেগ লিফটিং স্লিংয়ের শীর্ষস্থানে অবস্থান করে।
উত্তোলনকারী বল বন্টন করতে এবং কাঙ্ক্ষিত ভারের স্থিতিশীলতা ও নিয়ন্ত্রণ অর্জনের জন্য একাধিক পা-যুক্ত উত্তোলনকারী স্লিং অত্যন্ত মূল্যবান হতে পারে। তবে মূল সমস্যাটি হলো যেস্লিংএবং স্লিংয়ের উপাদানগুলো বেশিরভাগ ক্ষেত্রেই এমনভাবে তৈরি করা হয় যাতে একটিমাত্র সংযোগ বিন্দু ভার বহন করতে পারে। যদি আমাদের স্লিংয়ের দুই, তিন বা চারটি পা থাকে, তাহলে সেই পাগুলোর প্রত্যেকটিকে সংযুক্তি বিন্দুর (যেমন ক্রেন হুক) সাথে খাপ খাইয়ে নেওয়ার জন্য কিছু একটা প্রয়োজন হয়, অথবা এমন কোনো ফিটিং দরকার হয় যা একবারে কেবল একটি পা গ্রহণ করতে পারে।
সংযোগ
মাস্টার লিঙ্কগুলো যেভাবে সংযোগ স্থাপন করে তা গুরুত্বপূর্ণ।
দুটি পায়ের স্লিংয়ের জন্য এটি বেশ সহজ, মাস্টার লিঙ্কের সর্বনিম্ন প্রান্তে সর্বোচ্চ দুটি স্লিং সংযোগ ব্যবহারের সুবিধা রয়েছে:
চার পায়ার স্লিংয়ের ক্ষেত্রেও এটি বেশ সহজ। মাস্টার লিঙ্কের শেষ প্রান্তে চারটি ভারবাহী পা সংযুক্ত করা নিষিদ্ধ, কিন্তু একটি ব্যবহার করা যেতে পারে।মাস্টার লিঙ্ক অ্যাসেম্বলি(মাল্টি-মাস্টার লিঙ্ক) আমরা দুইকে দুই দিয়ে গুণ করে চারটি পা পেতে পারি:
তিনটি লেগের বিষয়টি আরও জটিল। কিছু পুরোনো ডকুমেন্টেশনে তিনটি লেগকে একটিমাত্র লিঙ্কে সংযুক্ত দেখানো হতে পারে, তবে এখন এটি সাধারণত নিষিদ্ধ। সঠিক পদ্ধতি হলো চারটি লেগের বিন্যাসের মতোই একই কৌশল ব্যবহার করা এবং মধ্যবর্তী লেগগুলোর মধ্যে কেবল একটিতে একটিমাত্র স্লিং ব্যবহার করা।
দুই পায়ের স্লিং লোডিং

চার পায়ের স্লিং লোডিং

তিন পায়ের স্লিং লোডিং
কার্যকরী লোড সীমা
উপরের ছবিগুলো দেখে আমাদের মনে হতে পারে জীবনটা খুব সহজ – কিন্তু এত তাড়াতাড়ি নয়!
আমাদের কোন ওয়ার্কিং লোড লিমিট (WLL) বিবেচনা করতে হবে?
সম্ভবত এটিই আমাদের সম্মুখীন হতে যাওয়া বহু জটিলতার মধ্যে প্রথমটি।
একাধিক লেগযুক্ত স্লিং ব্যবহার করার সময় আমাদের অবশ্যই নিশ্চিত করতে হবে যে স্লিংয়ের সমস্ত লেগ এবং মাস্টার লিঙ্কের কাজের জন্য পর্যাপ্ত WLL (জলরোধী ক্ষমতা) রয়েছে। আমরা দুটি উপায়ের যেকোনো একটিতে উপাদান নির্বাচন করতে পারি – আমরা প্রথমে আমাদের প্রয়োজনীয় লেগগুলো বেছে নিতে পারি, তারপর সেগুলোর সাথে মিলিয়ে একটি মাস্টার লিঙ্ক নির্বাচন করতে পারি – অথবা আমরা প্রথমে মাস্টার লিঙ্কটি নির্বাচন করে, তারপর পর্যাপ্ত রেটেড ক্যাপাসিটি সম্পন্ন স্লিংয়ের লেগগুলো খুঁজে বের করতে পারি।
এই গণনাটি করার জন্য আমাদের প্রথমে স্লিং কোণটি জানতে হবে।
অস্ট্রেলিয়ায় এটি হবে স্লিং লেগ দুটির মধ্যবর্তী অন্তর্ভুক্ত কোণ, এবং আমরা যে সর্বোচ্চ WLL (জলরোধী দৈর্ঘ্য) নির্ধারণ করতে পারব, তা ৬০ ডিগ্রিতে গণনা করা হবে।
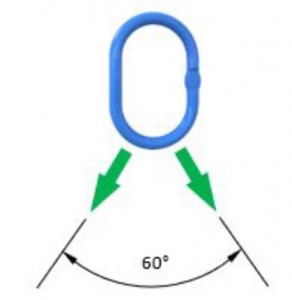
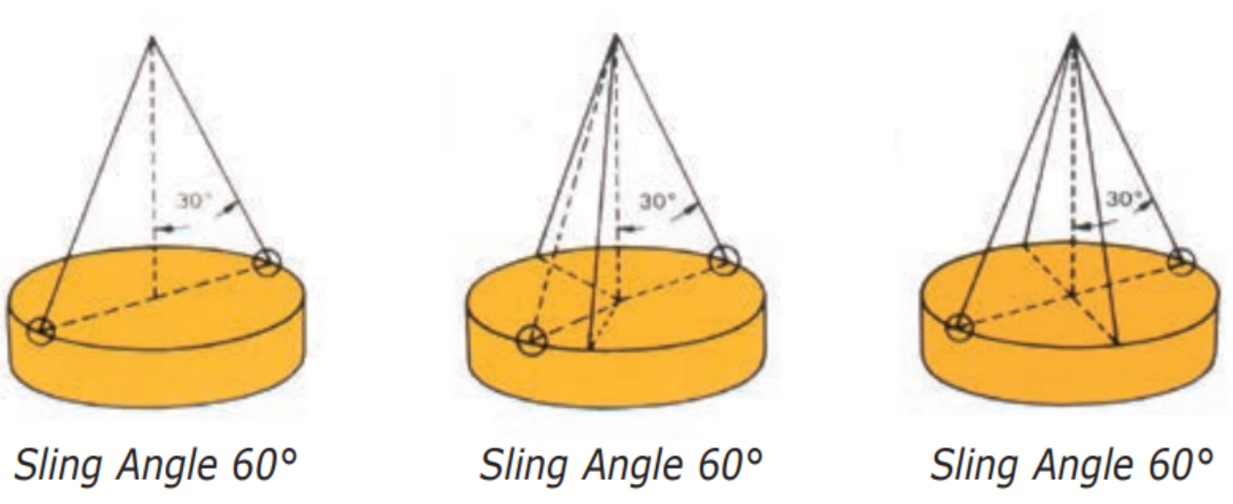
সর্বোচ্চ WLL গণনা করার জন্য অস্ট্রেলিয়ান স্ট্যান্ডার্ড স্লিং অ্যাঙ্গেল।
আমাদের কাছে ৬০° রেটিং উপলব্ধ থাকাটা খুবই উপকারী হতে পারে, কারণ এটি আমাদের স্লিংগুলোর সম্ভাব্য ধারণক্ষমতা এবং উপযোগিতাকে সর্বোচ্চ পর্যায়ে নিয়ে যেতে সাহায্য করে।
তবে এখানে একটি সমস্যা আছে – আর তা হলো প্রচলিত ইউরোপীয় মান (EN স্ট্যান্ডার্ড)।
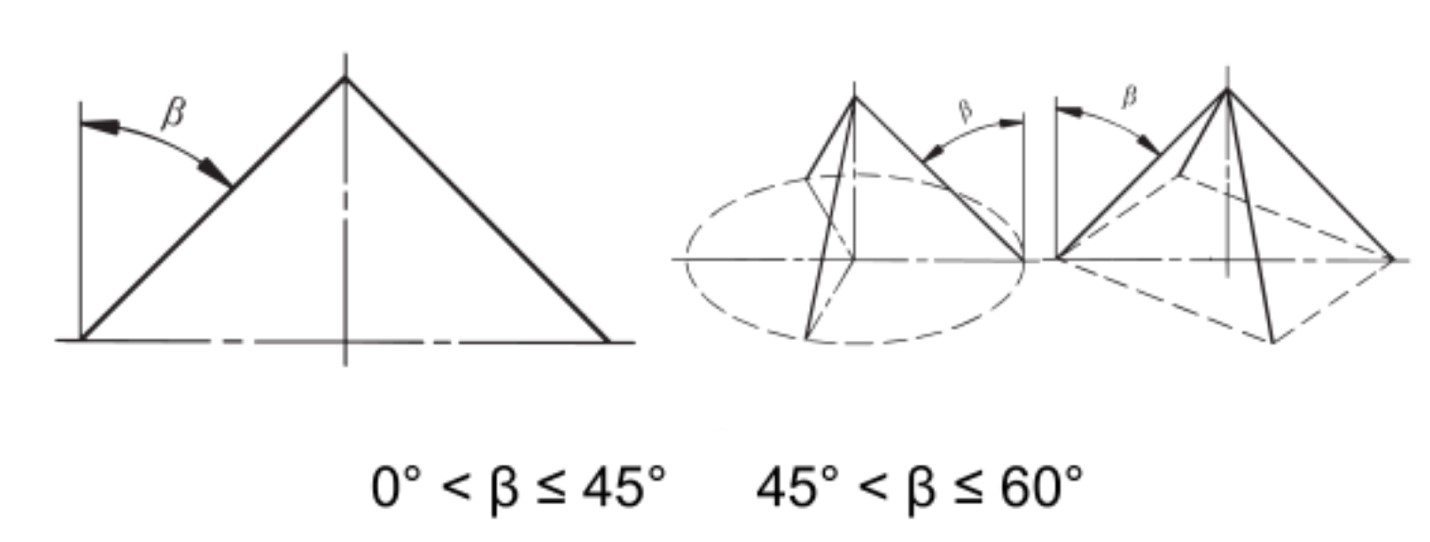
সর্বোচ্চ WLL গণনা করার জন্য ইউরোপীয় স্ট্যান্ডার্ড চেইন স্লিং কোণ।
এখানে কোণটি উল্লম্ব থেকে মাপা হয়, এবং এটি তেমন কোনো সমস্যা নয় – কিন্তু সর্বোচ্চ WLL (জলরোধী দৈর্ঘ্য) ৪৫°-তে গণনা করা হয়, যা অস্ট্রেলিয়ার ৯০° অন্তর্ভুক্ত কোণ পরিসরের সমতুল্য। সংক্ষেপে, এর মানে হলো, একটি নির্দিষ্ট আকারের চেইনের জন্য, স্লিং এবং এর সাথে সামঞ্জস্যপূর্ণ মাস্টার লিঙ্কের সর্বোচ্চ WLL কম হবে।
৬০° অন্তর্ভুক্ত স্লিং কোণে, মাস্টার লিঙ্কের জলপ্রবাহের দৈর্ঘ্য (WLL) অবশ্যই লেগের জলপ্রবাহের দৈর্ঘ্যের (WLL) কমপক্ষে ১.৭৩ গুণ হতে হবে।
৪৫° অন্তর্ভুক্ত স্লিং কোণে, মাস্টার লিঙ্কের জলপ্রবাহের দৈর্ঘ্য (WLL) অবশ্যই লেগের জলপ্রবাহের দৈর্ঘ্যের (WLL) কমপক্ষে ১.৪১ গুণ হতে হবে।
এর মানে হলো, ইউরোপে তালিকাভুক্ত পণ্যের নির্বাচন এবং সামঞ্জস্যতা অস্ট্রেলিয়ার জন্য প্রযোজ্য নাও হতে পারে।
লোড শেয়ার
চার পায়ার স্লিং একটি পিরামিড গঠন করে। এটি সুবিধাজনক কারণ অনেক পেলোড আয়তাকার হয় – কিন্তু এর একটি অন্তর্নিহিত সমস্যা আছে এবং তা হলো স্ট্যাটিক ইনডিটারমিনেন্সি। সহজ কথায়, পাগুলো ভার সমানভাবে ভাগ করে নেয় না।
প্রকৃতপক্ষে, লোড শেয়ারের ক্ষেত্রে একটিই নিশ্চিত উপায় আছে, আর তা হলো যন্ত্রাংশগুলোর আকার এমনভাবে নির্ধারণ করা যেন সেগুলো কেবল দুটি পায়ের উপরই ভার বহন করে… অস্ট্রেলিয়ান স্ট্যান্ডার্ডগুলো ঠিক এটাই করে – এবং আমরা পরীক্ষা করে দেখাতে পারি যে এটি একটি বিচক্ষণ পদক্ষেপ।
তবে আমাদের মাস্টার লিঙ্ক অ্যাসেম্বলির ক্ষেত্রে এর অর্থ হলো, যদি দুটি লেগ হিসেবে বিবেচনা করা হয়, তাহলে আপার মাস্টার লিঙ্ক এবং লোয়ার ইন্টারমিডিয়েট লিঙ্ক উভয়কেই অ্যাসেম্বলিটির জন্য নির্ধারিত ন্যূনতম WLL (ওজন ও ভূমির ধারণক্ষমতা) পূরণ করতে হবে।
AS3775 অনুসারে এর অর্থ হলো:
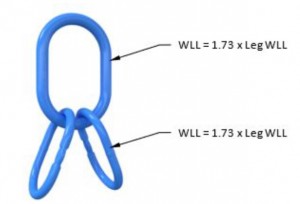
অস্ট্রেলিয়ান মাস্টার লিঙ্ক অ্যাসেম্বলির প্রয়োজনীয়তা।
আবার, ইউরোপীয় নিয়মকানুন ভিন্ন। তারা তিনটি পায়ের উপর চারটি পায়ের স্লিংকে রেটিং দেওয়ার অনুমতি দেয়। অবশ্যই, একটি চারটি পায়ের স্লিং শারীরিকভাবে তিনটি পায়ের উপর নিজেকে ধরে রাখতে পারে না – এটি সম্পূর্ণরূপে সংখ্যার উপর ভিত্তি করে একটি পদ্ধতি।
এটা এমন একটা বিষয় যা কখনও কাজ করে, কখনও করে না। যেসব ক্ষেত্রে পেলোড অনমনীয় হয় এবং যখন স্লিংয়ের অনুপাত একটি সত্যিকারের পিরামিড আকৃতির কাছাকাছি চলে আসে, তখন দুই পায়ের মধ্যে ভারের বণ্টন বেশ খারাপ হতে পারে এবং এর ফলে পায়ের দুটি অংশ ঢিলা হয়ে যাওয়ার বিষয়টি বিবেচনা করে স্লিংয়ের ক্ষমতা কমিয়ে আনা উচিত।
তবে মাস্টার লিঙ্ক অ্যাসেম্বলি নির্বাচনের ক্ষেত্রে এর অর্থ হলো, যখন বিদেশে একটি মাস্টার লিঙ্কের WLL (জলরোধী স্তর) একটি একক মান হিসাবে উল্লেখ করা হয় – এর মানে হতে পারে যে মধ্যবর্তী লিঙ্কগুলো যথেষ্ট শক্তিশালী নয়।
একটি ইউরোপীয় মাস্টার লিঙ্ক এইভাবে কাজ করে:
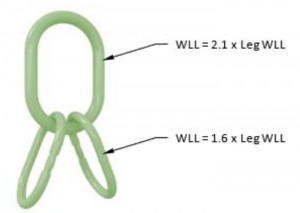
এটি EN স্লিং স্ট্যান্ডার্ডের সাথে কাজ করে, কিন্তু অস্ট্রেলিয়ান স্ট্যান্ডার্ডের সাথে স্বাভাবিকভাবে খাপ খায় না। গুরুত্বপূর্ণভাবে, এটি ব্যবহারকারীর জন্য ততটা ত্রুটিমুক্ত নয় – অর্থাৎ, যদি না AS3775 স্লিং নিয়মাবলীর সাথে মিলিয়ে পণ্য নির্বাচনটি সতর্কতার সাথে করা হয়ে থাকে।
ইউরোপীয় স্ট্যান্ডার্ড মাস্টার লিঙ্ক অ্যাসেম্বলিগুলোর ক্ষমতা কমানোর প্রয়োজন হতে পারে, যাতে মধ্যবর্তী লিঙ্কগুলো যথেষ্ট শক্তিশালী থাকে।
ক্রেন হুক লাগানো
অনেক স্লিং ব্যবহারকারী ক্রেন হুকের সাথে স্লিং ব্যবহার করতে গিয়ে সমস্যার সম্মুখীন হন। হয় ক্রেন হুকটি উত্তোলনের সরঞ্জামের জন্য খুব ছোট হয় – অথবা উত্তোলনের সরঞ্জামটি ক্রেন হুকের জন্য খুব ছোট হয়।
ক্রেন হুকের সাথে মাস্টারলিঙ্ক লাগানোর সময়, যে সংযোগগুলো খুব আঁটসাঁট হয়, সেগুলোর ক্ষেত্রে বিশেষ সতর্কতা অবলম্বন করার পরামর্শ দেওয়া হচ্ছে।
সমস্ত ক্রেন হুক একটিমাত্র তলে শক্তিশালী করে তৈরি করা হয়। শক্তির কার্যকারিতা সর্বোচ্চ করতে, এতে এমন একটি প্রস্থচ্ছেদ ব্যবহার করা হয় যা প্রস্থের চেয়ে গভীর এবং বাইরের দিকের চেয়ে ভেতরের দিকে বেশি মোটা।
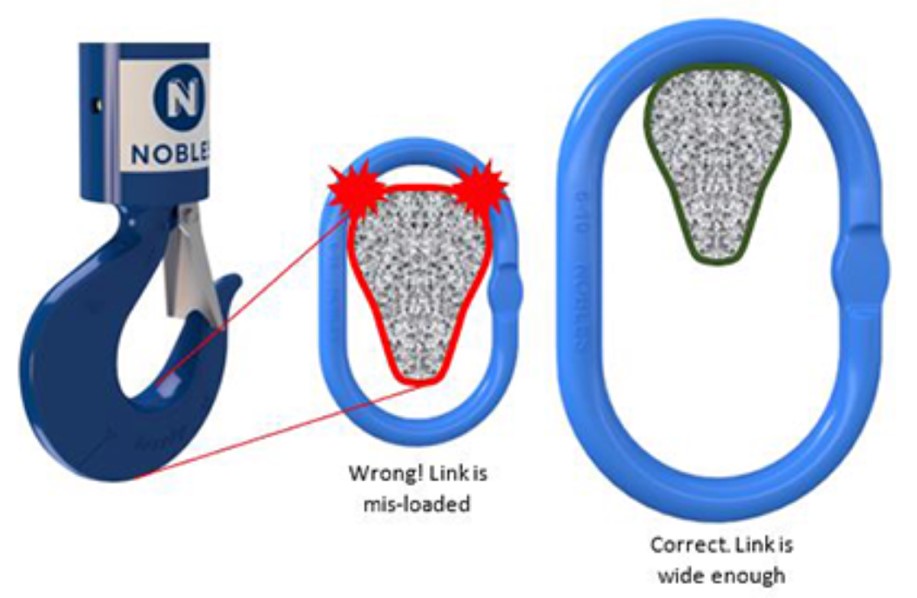
মাস্টারলিঙ্ক ও হুকের সঠিক মাপ পরীক্ষা করা হচ্ছে।
অতিরিক্ত ভিড়
আমাদের লিঙ্কগুলো এমন লম্বা হতে হবে যাতে সেগুলোর উপরের দিকে ক্রেন হুকের মতো জিনিস এবং নিচের দিকে ফিটিংস লাগানো যায় – কিন্তু যেমনটা আমরা উপরে দেখছি, প্রায়শই সেগুলোকে যথেষ্ট চওড়াও হতে হয়।
এটি শুধু ক্রেন হুকের জন্যই একটি আবশ্যিক শর্ত নয়। এটি স্লিং লেগ ইন্টারফেসগুলোর জন্যও একটি আবশ্যিক শর্ত।
যদি সংযোগকারী অংশগুলো লিঙ্কে স্বাভাবিকভাবে বসতে না পারে এবং সঠিকভাবে ভার বহন করতে না পারে, তাহলে লিঙ্কটিতে অতিরিক্ত ভিড় সৃষ্টি হয়। এটি অংশগুলোর উপর অস্বাভাবিক চাপ সৃষ্টি করে এবং এটি অনুমোদিত নয়।

অতিরিক্ত ভিড় একটি বড় মাথাব্যথার কারণ হতে পারে, বিশেষ করে যেখানে তারের দড়ির স্লিংয়ের সাথে মাস্টারলিঙ্ক ব্যবহার করা হয়।
ছোট স্লিং-এ উপযুক্ত আকারের লিঙ্ক খুঁজে পাওয়া সহজ হতে পারে, কিন্তু সংযোগগুলো বড় আকারের হলে এবং অতিরিক্ত ভিড় হয়ে গেলে তা কাজ করবে না।
ছবিতে দেখানো উদাহরণে, মজবুতভাবে তৈরি থিম্বলগুলোর (ডানদিকের ছবি) সংমিশ্রণটি একে অপরের সাথে বাধা সৃষ্টি করে এবং ঠিকমতো বসতে পারে না।
ব্যাস
শুনতে সহজ মনে হয় – লিঙ্কগুলোকে আরেকটু বড় করে দিলেই হবে। কিন্তু লিঙ্ক চওড়া করার একটি অসুবিধা আছে। আমাদের লিঙ্কগুলোকে যথেষ্ট শক্তিশালীও হতে হবে। উপলব্ধ ইস্পাতের শক্তির সীমার মধ্যে এর জন্য অনিবার্যভাবে আরও বেশি ব্যাসের উপাদান দিয়ে মোটা লিঙ্ক তৈরি করতে হয়। এর ফলে কানেক্টরগুলো ঠিকমতো বসানো কঠিন হয়ে যেতে পারে।
অনেক লিঙ্কে একটি চাপা সমতল অংশ থাকে যা চেইন কানেক্টর লাগাতে সাহায্য করে। কোনো কানেক্টর মাস্টারলিঙ্ক বা শ্যাকলের মতো কিছুর সাথে খাপ খাবে কিনা তা পরীক্ষা করতে চাইলে, এর মুখের মাপের পাশাপাশি ভেতরের ব্যাসও দেখে নেওয়া জরুরি।
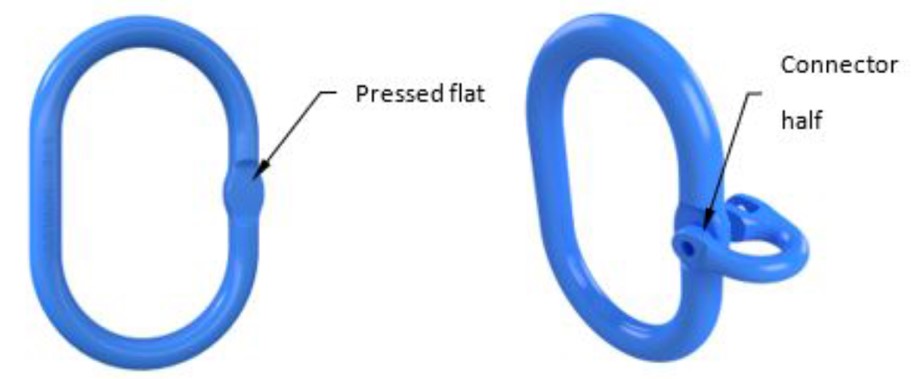
সামঞ্জস্য উন্নত করার জন্য একটি চাপা সমতল অংশযুক্ত লিঙ্ক ব্যবহার করা।
শক্তি
কিন্তু একটি মাস্টারলিঙ্ক কতটা শক্তিশালী হতে হবে? অস্ট্রেলিয়ান স্লিং স্ট্যান্ডার্ড অনুসারে, যেকোনো স্লিংয়ের* মাস্টারলিঙ্কের ব্রেকিং লোড ফ্যাক্টর অবশ্যই ৪:১ হতে হবে – যা চেইন স্লিংয়ের ক্ষেত্রেও হুবহু একই।
বিভিন্ন ধরনের স্লিং লেগের (যেমন: চেইন, তারের দড়ি, গোল-স্লিং, ওয়েবিং ইত্যাদি) ব্রেকিং লোড ফ্যাক্টর নির্বিশেষে এটি প্রযোজ্য। স্লিংগুলোর প্রয়োজনীয় ব্রেকিং লোড ফ্যাক্টর, তা ৫, ৭ বা তার বেশি যাই হোক না কেন, তা অপরিবর্তিত রাখা হয়, যাতে বিভিন্ন উপাদানের দুর্বলতাগুলো বিবেচনায় নেওয়া হয়। এগুলো অন্তর্ভুক্ত চেইন ফিটিংসকে সরাসরি প্রভাবিত করে না, তাই একটি চেইন স্লিংয়ের ক্ষেত্রে এর ব্রেকিং লোড ফ্যাক্টর যা ছিল, তা-ই থাকে।
তবে অন্যান্য দেশে বিষয়টি সবসময় এমন নাও হতে পারে এবং স্থানীয় নিয়মকানুন মেনে চলা উচিত।
কিছু ব্যতিক্রম আছে, কর্মী বহনকারী ক্রেনের ওয়ার্কবক্সের জন্য ব্যবহৃত সম্পূর্ণ স্লিং-এর ব্রেকিং লোড ফ্যাক্টর দ্বিগুণ করা হয়, ফলে যে লিঙ্কের অনুপাত ৪:১ হওয়ার কথা, ওয়ার্কবক্সের জন্য কনফিগার করা হলে তা ৮:১ হয়ে যায়।
অবশ্যই এর আরও অনেক দিক আছে। যেকোনো মাস্টারলিঙ্ককে অবশ্যই নমনীয় হতে হবে, এটিকে স্লিংয়ের স্বাভাবিক কার্যকাল সহ্য করতে হবে এবং প্রুফ টেস্টিংয়ে উত্তীর্ণ হতে হবে।

টেস্ট বেডে মাস্টার লিঙ্ক সহ চেইন স্লিং
গুরুত্বপূর্ণ বিষয় হলো – মাস্টারলিঙ্কগুলোকে স্লিং-এ পরিণত করে প্রুফ টেস্ট না করা পর্যন্ত আলাদাভাবে প্রুফ লোড করা হয় না। কম্পোনেন্ট সরবরাহের পর্যায়ে মাস্টারলিঙ্কগুলো শুধুমাত্র ম্যান্ড্রেলের উপর নমুনা হিসেবে পরীক্ষা করা হয়।
নির্ভরযোগ্য স্লিং তৈরির একটি গুরুত্বপূর্ণ অংশ হলো প্রুফ টেস্টিং। এতে এত বিভিন্ন ধরনের যন্ত্রাংশ একসাথে যুক্ত হয় যে, এই টেস্টিং অত্যন্ত প্রয়োজনীয় নিশ্চয়তা প্রদান করে যে, সমস্ত যন্ত্রাংশ ট্যাগে উল্লিখিত WLL (ওজন-নিরোধক সর্বোচ্চ সীমা)-এর সাথে শক্তিগতভাবে সামঞ্জস্যপূর্ণ এবং ব্যবহারের কঠোরতা সহ্য করে বিকৃত না হয়ে টিকে থাকবে।
পরীক্ষা যন্ত্রাংশের ত্রুটি থেকেও সুরক্ষা দেয়।

প্রুফ লোডের সময় মাস্টারলিংকে উৎপাদনগত ত্রুটি শনাক্ত করা হয়েছে।
মৌলিক বিষয়
মৌলিক বিষয়
ওভারহেড লিফট রিগিং করার ক্ষেত্রে মাস্টার লিঙ্ক একটি অপরিহার্য উপাদান, কারণ এগুলো চেইন স্লিং এবং অন্যান্য ধরনের স্লিংয়ের সংযোগস্থল হিসেবে কাজ করে।
মাস্টারলিঙ্ক নিয়ে আস্ত বই লেখা যেতে পারে এবং আমরা এখানে কেবল এর কিছু মৌলিক বিষয় সংক্ষেপে আলোচনা করতে পারছি:
একাধিক লেগ স্লিংয়ের জন্য মাস্টার লিঙ্কগুলি সঠিকভাবে কনফিগার করতে হবে।
উপাদান নির্বাচনের সময় মান ও রেটিং-এর পার্থক্য অবশ্যই বিবেচনা করতে হবে।
• সেগুলোকে অবশ্যই স্লিং এবং হুকের সাথে সঠিক সংযোগে লাগাতে হবে।
• তাদের যথেষ্ট শক্তিশালী হতে হবে।
…এবং সবশেষে, স্লিং অ্যাসেম্বলির অংশ হিসেবে সরবরাহ করা মাস্টারলিঙ্কগুলোর জন্য আমাদের একটি সামঞ্জস্যপূর্ণ ট্যাগ এবং প্রমাণ পরীক্ষার সনদপত্র খুঁজে দেখা উচিত।
মাস্টারলিঙ্কগুলোর মান নির্ভর করে সেগুলোর উৎপাদন, ব্যবহার এবং নিয়মিত পরিদর্শনের ওপর।
তাদেরকে সর্বদা একজন যোগ্য ব্যক্তি দ্বারা নির্বাচিত ও মূল্যায়ন করা আবশ্যক।
(নোবেলস-এর সৌজন্যে)
পোস্ট করার সময়: জুন-২০-২০২২